 Главная
Главная
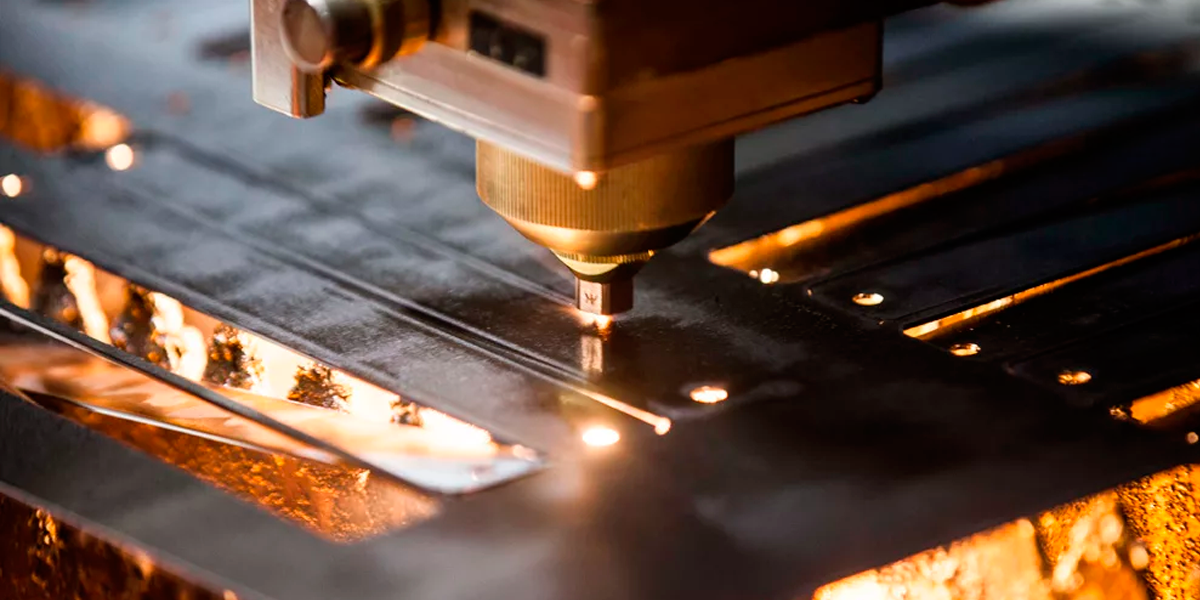
Сегодня вместо традиционных, технически устаревших и неточных способов металлообработки, таких как гильотина или фрезерование, вырубка прессом и сверление, все чаще задействуется мощный лазер. Это высокоэффективный способ создания деталей самой сложной конфигурации с множеством отверстий из плоских листов или труб. Промышленная лазерная резка металла осуществляется с использованием станков ЧПУ и позволяет получать идеально ровный срез, не требующий дополнительной обработки, лишенный таких недостатков, как окалина, заусенцы, следы тепловой деформации, вмятины от штампов.
В настоящее время применение промышленных лазеров, большой выбор оборудования представлен на сайте домене производителя, является одной из наиболее современных технологий в промышленности, постепенно вытесняющей механическую обработку, газовую и плазменную резку – особенно, когда требуется добиться сочетания идеальной точности раскроя, высокой скорости производства, безупречного качества реза. Принцип технологического процесса заключается в использовании мощного луча лазера, сфокусированного в одной точке, под воздействием которого металл в рабочей зоне начинает локально плавиться и испаряться, что, одновременно с движением рабочей головы по заданной траектории, и обеспечивает рез. Универсальность лазерной резки делает ее пригодной для обработки разных материалов:
• латуни, бронзы и меди;
• алюминиевых сплавов;
• нержавейки и титана;
• углеродистой и инструментальной стали.
Современный лазерный станок подходит как для раскроя листов, так и для резки труб – будущих элементов металлоконструкций, деталей спецтехники и каркасов машин. Цифровое программное обеспечение с автоматическим выполнением работы исключает человеческий фактор, а надежная фиксация заготовки пневматическими зажимами предотвращает ее смещение и делает невозможным производство брака. При обработке не происходит непосредственное касание поверхности материала, что позволяет исключить деформацию даже тонких листов – минимальная толщина составляет всего лишь 200 микрон. Что касается максимальной толщины, то для конструкционной стали она составляет 30 мм, для алюминия – 20 мм, а для остальных цветных металлов – 15 мм. Возможна резка перфорированного и рифленого листа.
Главным преимуществом лазерной резки металла является ее высокая точность – обычно погрешность составляет около 100 микрон, и даже в самом худшем случае редко превышает 200 мкм. Технология является оптимальным решением для обработки черного и цветного листового металла толщиной от 200 микрон до 30 мм с целью получения качественных плоских деталей любой конфигурации и сложности, в том числе с перфорацией. Одновременно с резкой может выполняться и лазерная гравировка, например, для маркировки изделий. Другие плюсы:
• ровный рез, не требующий дополнительной обработки;
• высокая скорость изготовления продукции;
• минимальное количество создаваемых отходов;
• отсутствие локальной деформации металла;
• пригодность для серийного и опытного производства.
Полученные методом лазерной резки листовые детали не имеют заусенцев или острых краев, о которые можно порезаться, характерных для гильотинной резки, фрезерования или вырубки прессом. При этом обеспечивается недостижимая для механического раскроя точность реза – со средней погрешностью в рамках 150 микрон. Исключение прямого контакта с заготовкой предотвращает образование на ней царапин, вмятин и других деформаций.
Стоимость разработки управляющей программы по чертежу и дальнейшее производство изделия с помощью лазера обходится в разы, а иногда в десятки раз дешевле, чем конструирование сложного штампа под вырубку или многоэтапная механическая обработка с применением технологий сверления и фрезеровки. Технология подходит для производства продукции самых сложных форм, в том числе таких, как шестерни, узоры и орнаменты, металлические надписи, приборные панели машин и оборудования. Таким образом, она предлагает массу преимуществ, что сделало ее самым популярным способом обработки листового металла.